概要
グループリンク用途
グループリンク製造範圍
グループリンク焊錫種類
グループリンク熔融焊錫難易度
グループリンク比較
グループリンク擴散接合狀態
グループリンク優勢
グループリンク相關頁面
グループリンク製造地
上海特金
特金總部
概要
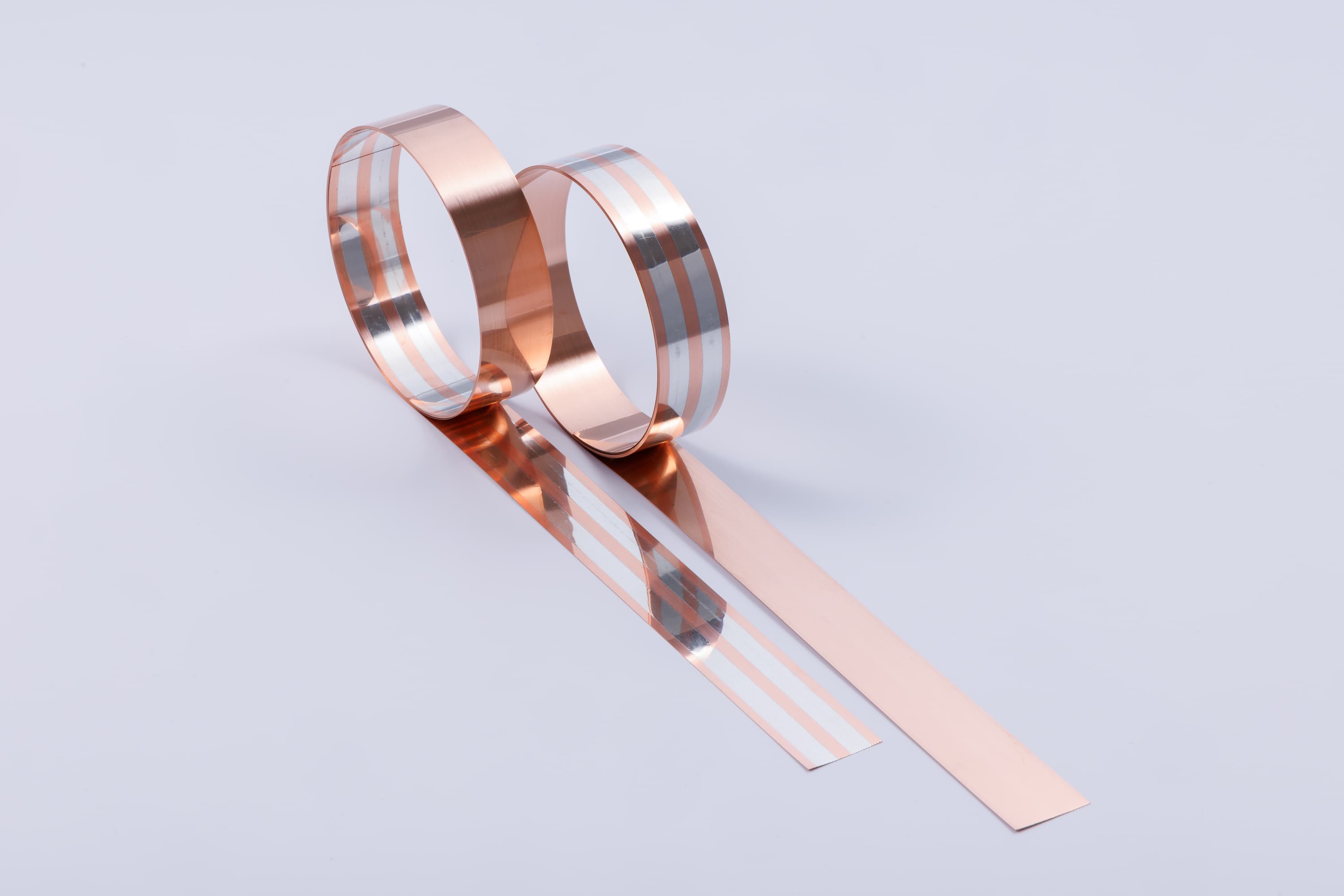
熔融焊錫複合材料,以錫(Sn)為主要成份,意旨在沖壓前將溶融的焊料塗覆在基材(金屬材料表面)上的材料,基材與焊料之間透過原子擴散及金屬間化合物的形成,建立穩固的化學鏈結,以形成高附著力的保護層,進而提升作業性及生產效率。
本公司溶融錫焊塗層(Solder)具有以下特點:
- 本公司溶融焊料全面採用環保無鉛材料,符合環境保護要求。
- 透過擴散結合技術,附著力佳不易剝離(無需進行下地處理)
- 由于采用了治具式的制造法,可以以低成本实现条纹状的涂布。
- 可以形成較厚的膜層。
- 有效抑制金屬微絲(Whisker)生成。
- 可以對應多種不同成分的焊料
- 在沖壓加工時,可以抑制銲料殘渣的產生。
主要用途
SMD電感框架、換向器(Commutator)、電阻器、電池端子、各種連接器、保險絲、屏蔽罩、浪湧吸收器(Surge Absorber)、鈦電容器框架
製造範圍
基材及溶融焊料的製造範圍如下表所示。

| 基材(金屬材料表面) | 熔融焊料 | |||
|---|---|---|---|---|
| 鋼種 | MIN | MAX | MIN | MAX |
| 厚度 | 0.10mm | 0.70mm | 2μm | 15μm |
| 寬度 | 5.0mm | 35mm | 2.5mm | 30mm |
[備註]
- 焊料塗覆後若進行壓延加工,焊料厚度將會變薄。
- 焊料寬度公差一般為 ±0.50 mm。
- 焊料膜厚範圍為 2~15 μm。
- 由於加工範圍會依基材而有所不同,歡迎與我們詢問。
焊錫種類
下表列出本公司無鉛焊錫實例。
您可以滾動橫軸查看
| 種類 | 系統 | 合金成分 [%] | 熔點 [℃] | 密度 [g/cm³] |
|---|---|---|---|---|
| 無鉛焊錫 | Sn/Ag系 | Sn96.5-3.5Ag | 221 | 7.4 |
| Sn/Ag/Cu系 | Sn96.5-3Ag-0.5Cu | 217 | 7.5 | |
| Sn/Cu系 | Sn99.3-0.7Cu | 227 | 7.4 | |
| 錫 | Sn | Sn100 | 232 | 7.3 |
[備註]
- 亦能製造成分調整的材料
- 無鉛焊料的特性會因種類而異,其性能亦可能受到助焊劑或對焊材料的影響,請留意。
- 切換至 6:4 配比焊料時,操作時需要略提高溫度,並考慮焊料潤濕性等。
熔融焊錫難易度
(依基材分類)
可焊性(润湿性)是根据基础金属有所相差。下表为一般焊接的难易程度,仅供参考。
您可以滾動橫軸查看
| 焊接性 | 優 | 良好 | 一般 | 需要表面處理 |
|---|---|---|---|---|
| 基材 | 錫 銀 鎘 金 鈀 | 銅 鉛 磷青銅 | 鎳 蒙乃爾合金 鈹銅 | 不鏽鋼 鎳鉻合金 鋁 黃銅 鈹銅 |
熔融焊錫鍍覆法與電鍍焊錫法的特性比較
本公司的熔融焊錫鍍覆與電鍍焊錫(他公司)的特性比較如下表所示。
您可以滾動橫軸查看
| 熔融焊錫鍍覆法 (本公司) | 電鍍焊錫(他公司) | |
|---|---|---|
| 附著性 | ◎ 焊焊錫能夠擴散到金屬基材中(金屬結合),附著力佳不易剝離,適用於嚴苛加工。 | △ 在彎折等加工時,可能有剝落或破裂的風險。 |
| 可沖壓性 | △ 加工時,焊錫粉飛散量小。 | × 加工時,焊錫粉飛散量大。 |
| 捲材加工 | △ 採用治具,成本較低。 | △ 需使用遮蔽膠帶,成本增加。 |
| 耐腐蝕性 | 〇 等同於電鍍焊錫 | – |
| 線狀結晶 | 〇 不易發生。 | △ 需要進行回流製程,以預防發生 |
| 焊錫厚度 | 〇 2~15μm | △ 上限為5μm |
| 表面狀態 | △ 焊錫結晶明顯,膜厚分佈不均 | ◎ 表面平整,厚度精度高 |
| 公差 | × 定位精度不足,邊界呈現擴散現象 | ◎ 精度高 |
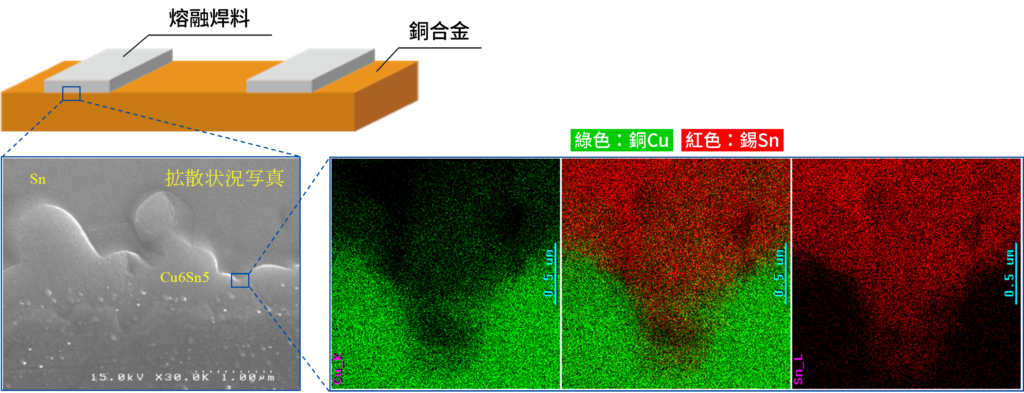
熔融焊錫與基材金屬的擴散接合狀態
基材與熔融焊錫界面分析結果,如下圖所示。分析顯示,基體成分(綠色:銅Cu)與熔融焊錫成分(紅色:錫Sn)相互擴散,並形成介金屬化合物層。
熔融焊錫材優勢
- 由於擴散結合,附著力佳不易剝離(無需進行下地處理)!
將液態熔融焊錫轉移至基材金屬上,使界面形成合金層,呈現不易剝離的狀態。 - 透過治具方式,可以有效降低成本製作條紋。
一般條紋電鍍需先以遮蔽膠帶保護,再進行電鍍處理。本公司治具方式,則無需使用遮蔽膠帶,以降低製程成本。 - 不易發生線狀結晶
針孔為線狀結晶(Whisker)生成的因素。本公司採用熔融焊料轉印技術,使界面無針孔,因此有效抑制線狀結晶的產生。 - 可以對應多種焊錫成分!
代表性的焊錫成份(如 SnAgCu、SnCu),但可以依客戶需求調整成份。 - 沖壓加工時,焊錫粉飛散量小!
相較於密著性較弱的電鍍焊錫,本公司熔融焊錫在沖壓加工時幾乎不會產生剝離焊錫屑,減輕後製程負擔。