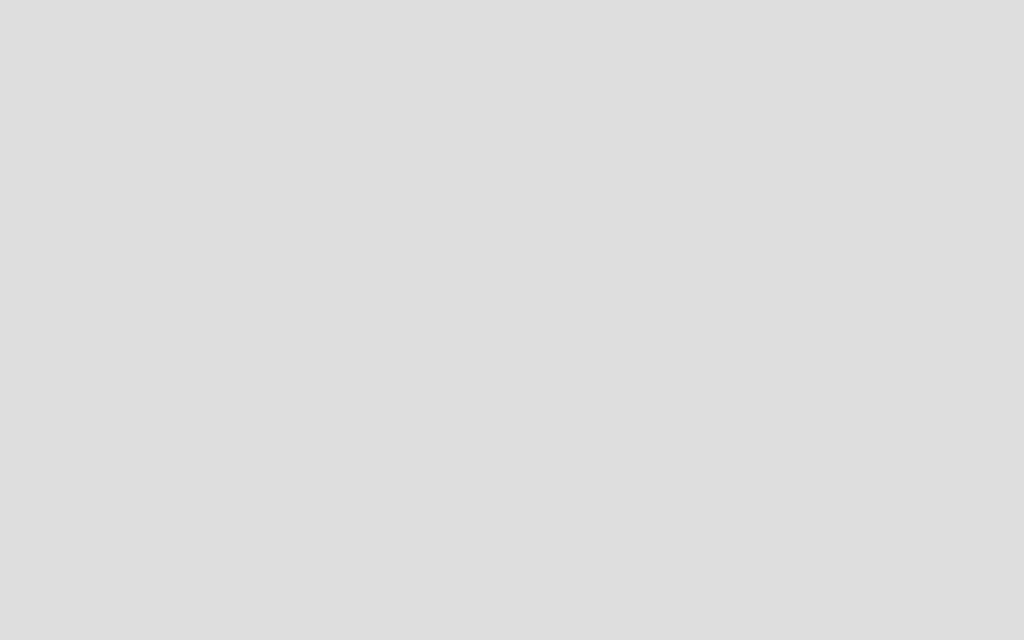
碳素工具鋼、碳鋼分類圖
以下冷軋鋼帶分類圖。 材料含碳量對淬火性、耐磨性與加工性能有著有著重要影響。 如果想了解每個鋼種的特性,請參閱以下目錄。
相關產品的連接
紡織針、纖維機械零件材料|MB-1、M1F、M3F
刀具/刀片用材料|TE-2、SK95、SK85、SUS420J2
關於特性
鋼種特性表
| 種類 | 鋼種 | 詳細 ※連結相關產品頁面 |
|---|---|---|
| 紡織針、 纖維機械零件材料 | M1F [特金獨有產品] M3F [特金獨有產品] MB-1 [特金獨有產品] ※SK95(SK4)改良品 | 我們以SK95(SK4)為基礎,研發提升耐磨性及熱處理性能的鋼種,適合用於重視韌性及耐久性的產品。 一般在正常煉鋼過程中,鋼材不可避免會含有非金屬夾雜物, 若應用於高要求的環境下,往往會產生品質的問題。 因此我們與鋼廠研發「高清淨鋼MB-1」,在傳統煉鋼製程中加入特殊的精鍊工序而減少夾雜物。 紡織針、纖維機械零件材料|MB-1、M1F、M3F |
| 剃刀鋼 | TE-2 (相當於SKS81M) [特金獨有產品] | 透過成分的調整及品質製程的嚴格管理,提升淬火性使碳化物微細化,進而增強硬度及耐磨性。 材料適合用於刀片、長刀片、高級刀具等。 刀具/刀片用材料|TE-2、SK95、SK85、SUS420J2 |
| 碳素工具鋼 ※參考規格 JIS G3311、 JIS G4802 | SK95(SK4) SK85(SK5) | 碳素工具鋼是在精密冷軋特殊鋼中,因其加工性、淬火性、產品性能、價格等特性,能廣泛應用於各種領域。 從硬質零件(刀具、切削工具、工具等),到需要彈性及韌性的零件(彈簧、針織針、喇叭零件、捲尺、墊圈等)。 刀具/刀片用材料|TE-2、SK95、SK85、SUS420J2 |
| 碳鋼 ※參考規格 JIS G3311、 JIS G4802 | S50C S45C | 碳鋼的含碳量較碳素工具鋼低,對於雜質成分的要求相較寬鬆,適合用於需要一定強度及韌性的用途。 碳含量低的材料可以提高生材的加工性,但淬火時容易硬化不均勻,因此適用於辦公設備、電氣、機械等結構部件,以及彈簧、墊圈、離合器零件、脫姆遜刀、軸承零件等。 |
化學成分
[mass%]1111
| 種類 | 鋼種 | C | Si | Mn | P | S | Cr | Ni | Fe | Cu | 其他 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 剃刀鋼 | TE-2 | 1.20-1.30 | 0.15-0.35 | 0.030 max | 0.020 max | 0.030 max | 0.30-0.50 | 0.25 max | Bal. | 0.25 max | - |
| SKS81 | 1.10-1.30 | 0.35 max | 0.50 max | 0.030 max | 0.030 max | 0.20-0.50 | 0.25 max | Bal. | 0.25 max | - | |
| 碳素工具鋼 | SK120M (SK2M) | 1.15-1.25 | 0.10-0.35 | 0.10-0.50 | 0.030 max | 0.030 max | 0.30 max | 0.25 max | Bal. | 0.25 max | - |
| SK95M (SK4M) | 0.90-1.00 | 0.10-0.35 | 0.10-0.50 | 0.030 max | 0.030 max | 0.30 max | 0.25 max | Bal. | 0.25 max | - | |
| SK85M (SK5M) | 0.80-0.90 | 0.10-0.35 | 0.10-0.50 | 0.030 max | 0.030 max | 0.30 max | 0.25 max | Bal. | 0.25 max | - | |
| SK75M (SK6M) | 0.70-0.80 | 0.10-0.35 | 0.10-0.50 | 0.030 max | 0.030 max | 0.30 max | 0.25 max | Bal. | 0.25 max | - | |
| SK65M (SK7M) | 0.60-0.70 | 0.10-0.35 | 0.10-0.50 | 0.030 max | 0.030 max | 0.30 max | 0.25 max | Bal. | 0.25 max | - | |
| 紡織針、纖維機械零件材料 | MB-1 | 0.95-1.05 | 0.15-0.35 | 0.50-0.70 | 0.010 max | 0.003 max | 0.30-0.45 | - | Bal. | - | V 0.050 max Mo 0.050 max |
| M1F | 0.90-1.00 | 0.15-0.35 | 0.35-0.50 | 0.030 max | 0.007 max | 0.20-0.30 | - | Bal. | - | Mo 0.01-0.02 | |
| M3F | 0.90-1.00 | 0.15-0.35 | 0.40-0.55 | 0.030 max | 0.007 max | 0.30-0.40 | - | Bal. | - | Mo 0.01-0.02 | |
| 合金工具鋼 | SKS7M | 1.10-1.20 | 0.35 max | 0.50 max | 0.030 max | 0.030 max | 0.20-0.50 | 0.25 max | Bal. | 0.25 max | W 2.00-2.50 |
| SKS2M | 1.00-1.10 | 0.35 max | 0.80 max | 0.030 max | 0.030 max | 0.50-1.00 | 0.25 max | Bal. | 0.25 max | W 1.00-1.50 | |
| SKS51M | 0.75-0.85 | 0.35 max | 0.50 max | 0.030 max | 0.030 max | 0.20-0.50 | 1.30-2.00 | Bal. | 0.25 max | - | |
| 碳鋼 | S70CM | 0.65-0.70 | 0.15-0.35 | 0.60-0.90 | 0.030 max | 0.035 max | 0.20 max | 0.20 max | Bal. | 0.30 max | - |
| S60CM | 0.55-0.60 | 0.15-0.35 | 0.60-0.90 | 0.030 max | 0.035 max | 0.20 max | 0.20 max | Bal. | 0.30 max | - | |
| S55CM | 0.52-0.58 | 0.15-0.35 | 0.60-0.90 | 0.030 max | 0.035 max | 0.20 max | 0.20 max | Bal. | 0.30 max | Ni±Cr 0.35 max | |
| S50CM | 0.47-0.53 | 0.15-0.35 | 0.60-0.90 | 0.030 max | 0.035 max | 0.20 max | 0.20 max | Bal. | 0.30 max | Ni±Cr 0.35 max | |
| S45CM | 0.42-0.48 | 0.15-0.35 | 0.60-0.90 | 0.030 max | 0.035 max | 0.20 max | 0.20 max | Bal. | 0.30 max | Ni±Cr 0.35 max | |
| S20CM | 0.13-0.18 | 0.15-0.35 | 0.30-0.60 | 0.030 max | 0.035 max | 0.20 max | 0.20 max | Bal. | 0.30 max | Ni±Cr 0.35 max | |
| S15CM | 0.13-0.18 | 0.15-0.35 | 0.30-0.60 | 0.030 max | 0.035 max | 0.20 max | 0.20 max | Bal. | 0.30 max | Ni±Cr 0.35 max | |
| 鉻鉬鋼 | SCM415 | 0.13-0.18 | 0.15-0.35 | 0.60-0.85 | 0.030 max | 0.030 max | 0.90-1.20 | 0.25 max | Bal. | 0.30 max | Mo 0.15-0.30 |
| 種類 | 鋼種 | C | Si | Mn | P | S | Cr | Ni | Mo | Fe | 其他 |
[mass%]
規格
通常按照JIS標準進行製造,其他對應的標準可作為參考。
| 種類 | 鋼種 | 日本 | 中國 GB | 美國 | 歐盟 | 國際規格 | ||
|---|---|---|---|---|---|---|---|---|
| JIS G3311 JIS G4802 | 標準號 | 牌號 | UNS | AISI/ASTM | EN | ISO | ||
| 剃刀鋼 | TE-2 [特金獨有產品] | 相當於SKS81 | - | - | - | - | - | - |
| 碳素工具鋼 | SK95 (SK4) | SK95 | T00100 T00090 | T10 T9 | T72301 | W1-9 | 1.1274 1.1535 | C90U |
| SK85 (SK5) | SK85 | T00090 T00080 | T9 T8 | T72301 | W1-8 | 1.1535 1.1525 | C90U C80U | |
| 碳鋼 | S50C | S50C | U20502 | 50 | G10500 | 1050 | 1.0540 1.1206 1.1241 | C50 C50E C50R |
| S45C | S45C | U20452 | 45 | G10450 | 1045 | 1.0503 1.1191 1.1201 | C45 C45E C45R | |
機械性能
加工狀態與壓延率如下表。
最終狀態的分類
| 加工狀態 | 壓延率 |
|---|---|
| 退火處理 | 0%(退火狀態) |
| 輕壓延狀態 | 5%以下 |
| 壓延狀態 | 15-40% |
| 強壓延狀態 | 35%以上 |
每種鋼種的最終狀態及強度標準值如下表所示。(一併列入本公司未生產的鋼種參考)
| 鋼種 | 加工狀態 | 硬度試驗 | 抗拉試驗 | |
|---|---|---|---|---|
| [HV] | 抗拉強度 [N/m㎡] | 延伸率[%] | ||
| TE-2 | 退火處理 | 170-210 | 520-685 | 20-32 |
| 輕壓延狀態 | 190-230 | 570-715 | 10-28 | |
| 壓延狀態 | 250-290 | 735-980 | 2-15 | |
| 強壓延狀態 | 280-320 | 835-1080 | 1-3 | |
| 刀具/刀片用材料|TE-2、SK95、SK85、SUS420J2 | ||||
| SK95(SK4) M1F M3F MB-1 | 退火處理 | 160-200 | 490-645 | 24-35 |
| 輕壓延狀態 | 175-215 | 540-695 | 12-32 | |
| 壓延狀態 | 245-285 | 725-970 | 2-15 | |
| 強壓延狀態 | 725-970 | 825-1040 | 1-4 | |
| 紡織針、纖維機械零件材料|MB-1、M1F、M3F | ||||
| SK85 | 退火處理 | 150-190 | 460-625 | 26-37 |
| 輕壓延狀態 | 170-210 | 510-685 | 15-35 | |
| 壓延狀態 | 240-280 | 725-930 | 3-16 | |
| 強壓延狀態 | 260-300 | 805-1000 | 1-5 | |
| S50C S45C | 退火處理 | 140-180 | 410-610 | 28-39 |
| 輕壓延狀態 | 155-195 | 460-655 | 16-36 | |
| 壓延狀態 | 230-270 | 705-900 | 3-17 | |
| 強壓延狀態 | 250-290 | 775-970 | 1-5 | |
加工性
折彎
- 當材料需要進行彎曲加工時,通常會以退火或輕壓延加工,偶爾使用壓延加工。
- 鋼帶一般具有方向性,尤其是壓延後的材料異方性更強,因此需要避免壓延方向的彎曲,盡可能取彎曲方向與壓延方向成直角或交叉的板材。
- 進行裁切或裁板加工後,當毛邊出現在外側時,若進行彎曲加工時將容易從毛邊部位產生裂紋。因此可以將毛邊面放在折彎加工的內側,或者去除毛邊後再進行彎曲加工。
- 在彎曲加工時,材料的回彈程度會依加工及壓延狀態而不同,因此需要藉由模具及加工方法做適當的輔助。
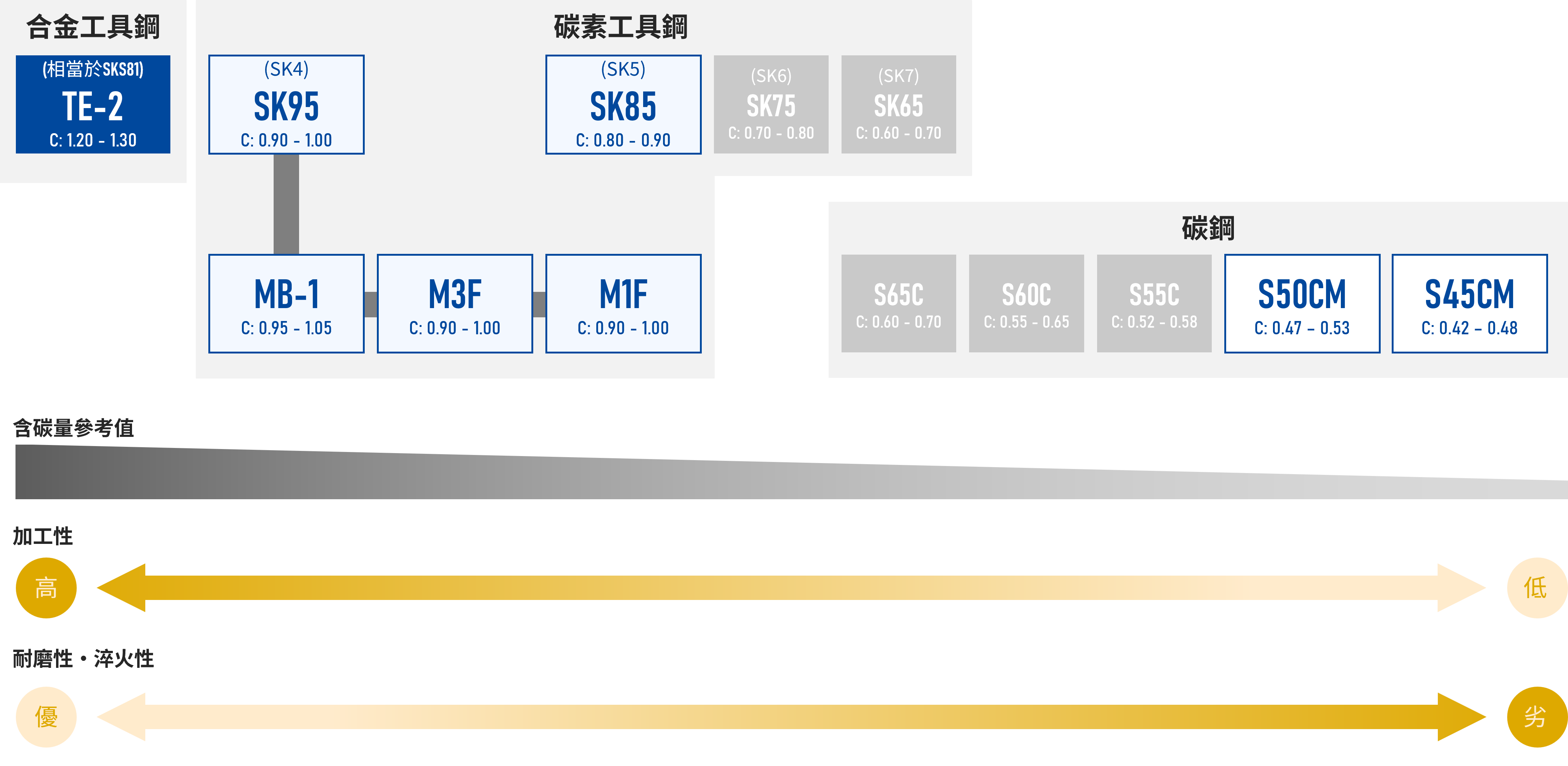
- 彎曲加工性能會依材質及加工條件有所差異,根據不同的加工狀態,大致可以進行以下程度的加工。(以SK85碳含量0.80%以下的低碳鋼舉例)
| 加工狀態 | 厚度 1mm max | 厚度 1mm min |
|---|---|---|
| 退火處理 | 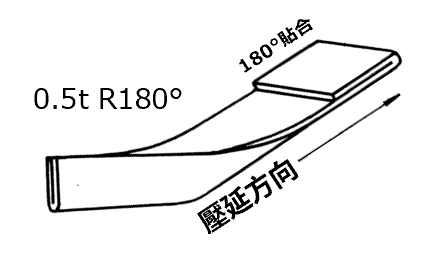 |  |
| 輕壓延狀態 | 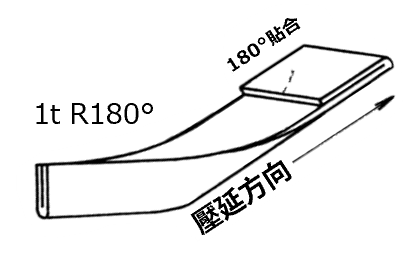 | 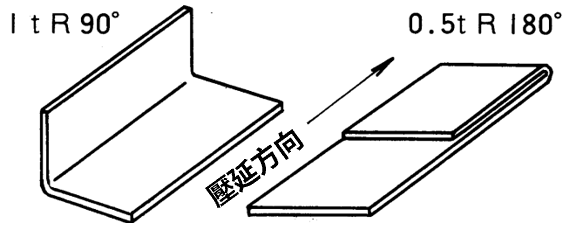 |
| (較輕) 壓延狀態 | 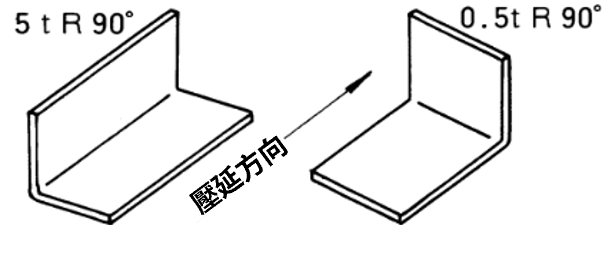 | 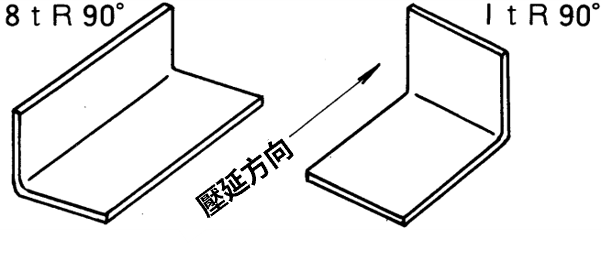 |
[註] t…厚度 R…彎折內側半徑
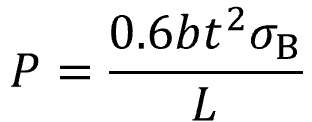
[参考] 折彎力概算公式
V型模具
U型模具
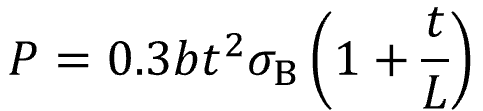
[註] t…厚度 b…寬度 L…模具槽寬 σB…材料抗拉強度
拉深加工
除了輕度拉深外,一般拉深加工需要各個方向延展性一致,因此通常選擇退火或是輕壓延的材料。
磨光特殊鋼帶不會像軟鋼出現明顯的拉伸應變(Stretcher Strain),但因為拉深極限低,建議中間需經過退火後再進行拉深伸。
熱處理
大部分磨光特殊鋼帶,會依據用途進行適合的淬火及回火熱處理。
淬火
淬火時,根據材質、尺寸、形狀、性能及淬火方法等條件,選擇上述預備淬火溫度的中心值,並保持幾十秒到數分種。
淬火條件對產品性能的影響很大,若淬火溫度偏高或保溫時間過長,都會造成晶粒粗大及韌性下降,也會增加脫碳的風險。相反,若保持時間偏短,則會產生無法完全硬化或局部軟點等不良。因此,必須選擇合適的淬火條件。
一般冷卻方式採用油或水。水冷相較於油冷可獲得較高的硬度,但容易產生淬火變形與裂紋等風險,因此在拋光特殊帶鋼的製程中,除少數特殊情況外,通常採用油冷方式。
為了防止淬火變形,有時會提高油溫進行馬氏體等溫處理(Martempering)處理,在特殊情況下,也會採用鹽浴或金屬浴中進行淬火(貝氏體等溫淬火處理Austempering)。
對於捲料或形狀單純的材料,則會進行定盤淬火或壓模淬火方法。
回火
經過淬火處理的材料,雖然硬度會提高但會缺乏韌性,因此為了使材料同時具備韌性及強度,必須進行回火處理。
回火條件應依產品所需要的性能,參考試驗數據及鋼種的淬火-回火性能曲線等資料進行合理選定。
由於磨光特殊帶鋼帶質量較小,多採用連續式回火作業, 因此回火時間較短,特別在高韌性的需求下,偶爾才會進行較長時間回火。
若因連續生產的時間限制,則可適當提高回火溫度或採用重複回火的方式,以確保材料性能的穩定性。
回火作業的原則上,進行低溫長時間回火將比高溫短時間回火,能獲得更高的韌性。
避免提高回火溫度或縮短回火時間,以防影響材料性能。
此外,相較於空氣回火,採用油浴、金屬浴或鹽浴進行回火,則可縮短回火所需時間。