成品各類尺寸公差如下表。
如果需要相對嚴格的公差條件,請於詢價時事先告知。
厚度公差
厚度公差如下表。 S公差、SS公差等特別精密的厚度公差,須依實際規格再次確認。
您可以滾動橫軸查看
單位[mm]
| 等級 | 厚度公差 | ||||
|---|---|---|---|---|---|
| 適用寬度厚度 | C | B | A | S | SS |
| w < 320 | w < 250 | 需諮詢 | |||
| 0.01 ≤ t < 0.02 | 無法對應 | ±0.003 | ±0.002 | ±0.002 | ±0.001 |
| 0.02 ≤ t < 0.03 | 無法對應 | ±0.003 | ±0.002 | ±0.002 | ±0.001 |
| 0.03 ≤ t < 0.04 | ±0.004 | ±0.004 | ±0.003 | ±0.002 | ±0.001 |
| 0.04 ≤ t < 0.05 | ±0.004 | ±0.004 | ±0.003 | ±0.002 | ±0.001 |
| 0.05 ≤ t < 0.06 | ±0.005 | ±0.004 | ±0.003 | ±0.003 | ±0.001 |
| 0.06 ≤ t < 0.07 | ±0.005 | ±0.004 | ±0.003 | ±0.003 | ±0.002 |
| 0.07 ≤ t < 0.08 | ±0.006 | ±0.005 | ±0.004 | ±0.003 | ±0.002 |
| 0.08 ≤ t < 0.10 | ±0.007 | ±0.006 | ±0.004 | ±0.003 | ±0.002 |
| 0.10 ≤ t < 0.13 | ±0.009 | ±0.007 | ±0.005 | ±0.004 | ±0.002 |
| 0.13 ≤ t < 0.15 | ±0.010 | ±0.008 | ±0.005 | ±0.004 | ±0.002 |
| 0.15 ≤ t < 0.20 | ±0.011 | ±0.009 | ±0.007 | ±0.004 | ±0.002 |
| 0.20 ≤ t < 0.25 | ±0.013 | ±0.010 | ±0.008 | ±0.005 | ±0.002 |
| 0.25 ≤ t < 0.30 | ±0.015 | ±0.011 | ±0.008 | ±0.005 | ±0.003 |
| 0.30 ≤ t < 0.35 | ±0.016 | ±0.012 | ±0.009 | ±0.007 | ±0.004 |
| 0.35 ≤ t < 0.40 | ±0.018 | ±0.012 | ±0.009 | ±0.007 | ±0.004 |
| 0.40 ≤ t < 0.50 | ±0.020 | ±0.015 | ±0.011 | ±0.008 | ±0.005 |
| 0.50 ≤ t < 0.60 | ±0.022 | ±0.018 | ±0.013 | ±0.009 | ±0.005 |
| 0.60 ≤ t < 0.70 | ±0.024 | ±0.020 | ±0.015 | ±0.010 | ±0.005 |
| 0.70 ≤ t < 0.80 | ±0.026 | ±0.022 | ±0.017 | ±0.011 | ±0.005 |
| 0.80 ≤ t < 0.90 | ±0.028 | ±0.024 | ±0.018 | ±0.012 | ±0.005 |
| 0.90 ≤ t < 1.00 | ±0.032 | ±0.027 | ±0.020 | ±0.013 | ±0.006 |
| 1.00 ≤ t < 1.20 | ±0.035 | ±0.030 | ±0.022 | ±0.015 | ±0.008 |
| 1.20 ≤ t < 1.40 | ±0.040 | ±0.035 | ±0.025 | ±0.016 | ±0.008 |
| 1.40 ≤ t < 1.60 | ±0.045 | ±0.040 | ±0.030 | ±0.023 | ±0.016 |
| 1.60 ≤ t < 2.00 | ±0.050 | ±0.045 | ±0.035 | ±0.025 | ±0.020 |
【注意事項】
- 量測厚度的位置為離邊部10mm以上的任一點。
寬度20mm以下的材料以寬度的中心為基準。 - 如為非對稱公差,請將條件設定在總正負公差範圍內。
- 需求厚度2.00mm以上或有嚴格的公差條件,請特別提出。
寬度公差
寬度公差如下表。
對寬度公差有精密要求時,請特別提出。
您可以滾動橫軸查看
單位[mm]
| 適用寬度厚度 | 寬度公差 | |||
|---|---|---|---|---|
| w < 80 | 80 ≤ w < 200 | 200 ≤ w < 250 | 250 ≤ w | |
| t < 0.60 | ±0.10 | ±0.15 | ±0.20 | ±0.25 |
| 0.60 ≤ t < 1.00 | ±0.15 | ±0.20 | ±0.25 | ±0.25 |
| 1.00 ≤ t < 1.60 | ±0.20 | ±0.20 | ±0.30 | ±0.30 |
| 1.60 ≤ t < 2.00 | ±0.25 | ±0.25 | ±0.35 | ±0.35 |
長度公差
關於裁切的長度,請參考以下公差。如果您需要更嚴格的公差,須另行討論。
單位[mm]
| 適用長度厚度和寬度 | 長度公差 | ||
|---|---|---|---|
| L < 2000 | 2000 ≤ L | ||
| 全厚度 | 全寬度 | +5, -0 | +10, -0 |
側曲度
側曲度的公差條件如下列表。關於軟性材或成品寬度小於10mm,須另行討論。
| 適用厚度[mm]產品寬度[mm] | 側曲[mm/1M] | |
|---|---|---|
| t < 0.30 | 0.30 ≤ t | |
| w < 10 | 請諮詢 | |
| 10 ≤ w < 15 | 4 以下 | 5 以下 |
| 15 ≤ w < 20 | 3 以下 | 4 以下 |
| 20 ≤ w < 30 | 3 以下 | |
| 30 ≤ w < 50 | 2 以下 | |
| 50 ≤ w | 1 以下 | |
側曲度的量測方法
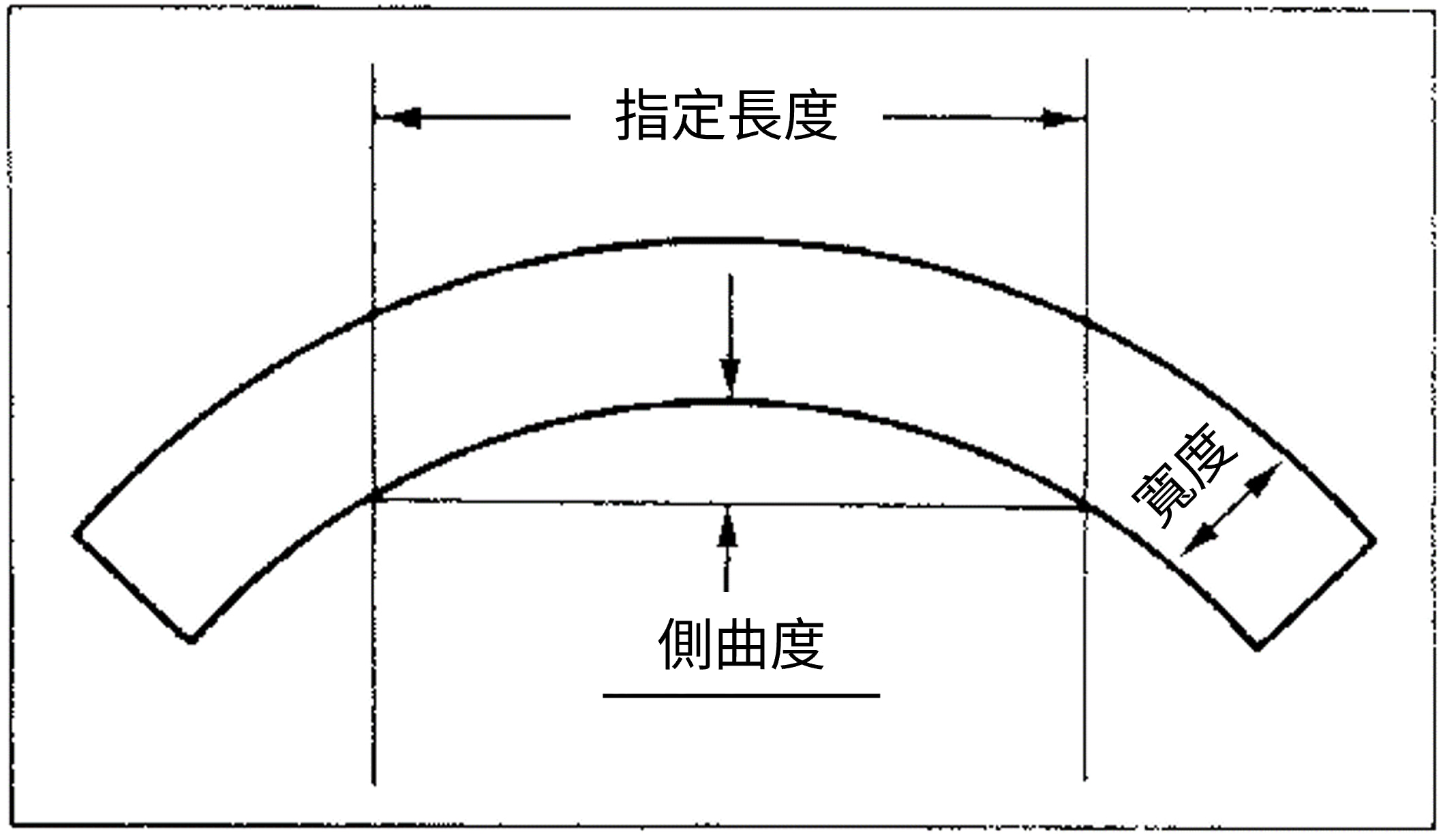
側曲度的量測方法如下圖。量測的標準長度為1M。
橫向彎曲(鐮刀彎)的量測方法
同一曲率半徑的條件下,橫向彎曲(鐮刀彎)與長度成正相關。
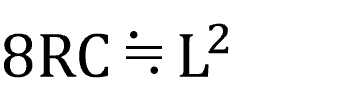
R:曲率半徑 C:橫向彎曲 L:指定長度
量測長度變更時,可依下列公式得出鐮刀彎曲資料。
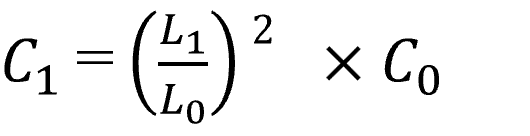
L0:測定長度 C0:鐮刀彎曲 L1:換算後的測定長度 C1:換算後的鐮刀彎曲數據
[例]當長度為1m,橫向彎曲(鐮刀彎)是3mm時,請問長度為2m時橫向彎曲(鐮刀彎)是多少?
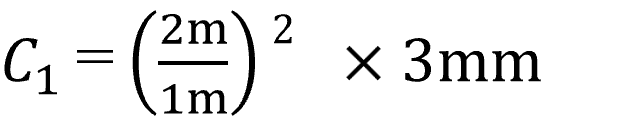
∴2m的橫向彎曲(鐮刀彎)有12mm