概要
グループリンク用途/製造範圍
グループリンク鋼種特性
グループリンク規格
グループリンク化學成分
グループリンク物理性質
グループリンク機械性能
グループリンク異方性
グループリンク熱處理
グループリンク相關頁面
グループリンク製造地
台灣特金
上海特金
特金總部
概要
符合JIS G 4313標準的材料,由於可以透過冷軋加工和熱處理而獲得高強度,因此常用於彈簧材料。
我們能夠提供SUS301、SUS304、SUS631、SUS632J1、SUS420J2的鋼種。
根據客戶用途和必要特性挑選最適合的材料。 我們不僅提供不鏽鋼超薄材,還能配合客戶少量客製化,生產市場上極具技術工藝的規格(板厚或材質調質),並且以品質穩定的狀態提供給客戶。
主要用途
汽車零件(如安全帶)、彈簧、觸覺開關・薄膜開關、手錶零件、文具
製造範圍
厚度: 0.010-2.5mm
※依照鋼種的不同,能製造的條件也有所差異。
寬度: 3.0-300mm ※需求寬度300mm以上時,請特別提出。
長度: 捲材或長度2,000mm以下
鋼種特性
| 種類 | 鋼種 | 特性 |
|---|---|---|
| 奧氏體系 | SUS301 | 具有強加工硬化特性和耐腐蝕性的奧氏體不鏽鋼,是應用範圍廣泛的鋼材。
|
| SUS304 | ||
| 沉澱硬化系 | SUS631 (17-7PH) | 此為沉澱硬化型不鏽鋼的代表性鋼種,透過熱處理可以提高硬度,但流通數量相對稀少,材料較不易取得。 A材(固溶化熱處理)在奧氏體相時較軟,與其他鋼種相比可以進行複雜加工,但須要進行二次熱處理,相對費工費時。 C材(冷軋)經冷軋壓延加工至適當的硬度,與A材相比,無法進行複雜加工,但在最佳狀態下進行熱處理,也可以獲得僅次高碳馬氏體系淬火材料的強度。 |
| SUS632J1 (15-7PH) | 即使在固溶熱處理狀態下,也含有馬氏體相。具有一定強度,無須進行影響異方性的冷加工,所以沉澱硬化熱處理只需進行一次。由於焊接零件強度差異不大,適用於焊接的應用(例如鋼帶)。 | |
| 馬氏體系 | SUS420J2 | SUS420J2 碳(C)含量較高,透過淬火回火的熱處理使材料硬化。 在退火狀態下,碳化物成完全球化,易於加工且具有優良的淬火性。
|
規格
通常按照JIS標準進行製造,其他對應的標準可作為參考。
| 種類 | 鋼種 | 日本 | 中国 GB | 美國 | 歐盟 | 國際規格 | ||
|---|---|---|---|---|---|---|---|---|
| JIS G4313 | 標準號 | 牌號 | UNS | AISI/ASTM | EN | ISO | ||
| 奧氏體系 | SUS301 | SUS301 | S30110 | 12Cr17Ni7 | S30100 | 301 | 1.4319 | X5CrNi17-7 |
| SUS304 | SUS304 | S30400 | 06Cr19Ni10 | S30400 | 304 | 1.4301 | X5CrNi18-10 | |
| 沉澱硬化系 | SUS631 (17-7PH) | SUS631 | S51770 | 07Cr17Ni7Al | S17700 | 631 | 1.4568 | X7CrNiAl17-7 |
| SUS632J1 (15-7PH) | SUS632J1 | - | - | - | - | - | - | |
| 馬氏體系 | SUS420J2 | SUS420J2 | S42030 | 30Cr13 | S42000 | 420 | 1.4028 1.4034 | X30Cr13 |
化學成分
[mass%]
| 種類 | 鋼種 | C | Si | Mn | P | S | Cr | Ni | Mo | Fe | 其他 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 奧氏體系 | SUS301 | 0.15 max | 1.00 max | 2.00 max | 0.045 max | 0.030 max | 16.00-18.00 | 6.00-8.00 | - | Bal. | - |
| SUS304 | 0.08 max | 1.00 max | 2.00 max | 0.045 max | 0.030 max | 18.00-20.00 | 8.00-10.50 | - | Bal. | - | |
| 沉澱硬化系 | SUS631 (17-7PH) | 0.09 max | 1.00 max | 1.00 max | 0.040 max | 0.030 max | 16.00-18.00 | 6.50-7.75 | - | Bal. | Al 0.75-1.5 |
| SUS632J1 (15-7PH) | 0.09 max | 1.00-2.00 | 1.00 max | 0.040 max | 0.030 max | 13.50-5.50 | 6.50-7.75 | - | Bal. | Cu 0.40-1.0 Ti 0.20-0.65 | |
| 馬氏體系 | SUS420J2 | 0.26-0.40 | 1.00 max | 1.00 max | 0.040 max | 0.030 max | 12.00-14.00 | - | - | Bal. | - |
物理性質
| 種類 | 鋼種 | 密度 [g/cm3] | 比熱 [J/(kg・K)] | 電阻 [μΩ・cm] | 楊氏模量 [GPa] | 熱膨脹系数 [×10-6/K] | 導熱率 [W/(m・K)] | 熔點 [℃] | 磁性 |
|---|---|---|---|---|---|---|---|---|---|
| 奧氏體系 | SUS301 | 7.93 | 502 | 72 | 193 | 16.9 (0-100℃) | 16.3 | 1380-1420 | 在固溶熱處理狀態下是非磁性的,但通過冷轧壓延會帶有弱磁性。 |
| SUS304 | 7.9 | 502 | 72 | 193 | 17.3 (0-100℃) | 16.3 | 1380-1420 | 在固溶熱處理狀態下是非磁性的,但通過冷轧壓延會帶有弱磁性。 | |
| 沉澱硬化系 | SUS631 (17-7PH) | 7.81 | 420 | 79 | 200 | 15.3 (0-100℃) | 16.3 | 1414-1447 | 在固溶熱處理狀態下是非磁性的,但經過加工後會帶有磁性,沉澱硬化處理後會呈現相當強的磁性。 |
| SUS632J1 (15-7PH) | 7.74 | 502 | 100 | 196 | 10.9 (0-100℃) | 15.9 (100℃) | ー | 有磁性 | |
| 馬氏體系 | SUS420J2 | 7.75 | 460 | 55 | 200 | 10.3 (0-100℃) | 24.7 | 1454-1510 | 所有狀態下都帶有磁性。 |
機械性能
| 鋼種 | 調質 | 冷軋壓延狀態 | 低溫熱處理狀態 | 折彎加工性 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 硬度 [HV] | 抗拉強度 [MPa] | 延伸率 [%] | 彈性極限 [MPa] | 硬度 [HV] | 抗拉強度 [MPa] | 延伸率 [%] | 彈性極限 [MPa] | |||
| SUS301 | 1/4H | 250 min | 860 min | 25 min | - | 253 min | 880 min | 20 min | - | 可折彎至 1tR90° |
| 1/2H | 310 min | 930 min | 10 min | (315 min) | 315 min | 960 min | 8 min | (390 min) | 可折彎至 2tR90° | |
| 3/4H | 370 min | 1130 min | 5 min | (390 min) | 380 min | 1175 min | 4 min | (540 min) | 可折彎至 2.5tR90° | |
| H | 430 min | 1320 min | - | (490 min) | 440 min | 1400 min | - | (655 min) | 註)可折彎至 4tR90° | |
| EH | 490 min | 1570 min | - | (590 min) | 505min | 1665 min | - | (785 min) | - | |
| SEH | 530 min | 1740 min | - | (650 min) | 550 min | 1840 min | - | (880 min) | - | |
| SUS304 | 1/2H | 250 min | 780 min | 6 min | (275 min) | 255 min | 805 min | 4 min | (315 min) | 可折彎至 2tR90° |
| 3/4H | 310 min | 930 min | 3 min | (335 min) | 320 min | 970 min | 2 min | (430 min) | 可折彎至 2.5tR90° | |
| H | 370 min | 1130 min | - | (390 min) | 385 min | 1195 min | - | (590min) | 註)可折彎至 2tR90° | |
| 鋼種 | 最終狀態 | 調質 | 原材狀態 | 沉澱硬化熱處理狀態 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 硬度 [HV] | 抗拉強度 [MPa] | 延伸率 [%] | V字 彎曲測試 | W字 彎曲測試 | 熱處理記號 | 硬度 [HV] | 抗拉強度 [MPa] | 降伏強度 [MPa] | 彈性極限 [MPa] | |||
| SUS631 | A材 | BA、2B | 200 max | 1030 max | 20 min | R90° | R90° | TH1050 | 345 min | 1140 min | 960 min | - |
| RH950 | 392 min | 1230 min | 1030 min | - | ||||||||
| C材 | 1/2H | 350 min | 1080 min | 5 min | 1.5t R90° | 2.0t R90° | CH | 380 min | 1230 min | 880 min | 635 min | |
| 3/4H | 400 min | 1180 min | - | - | - | CH | 450 min | 1420 min | 1080 min | 835 min | ||
| H | 450 min | 1420 min | - | - | - | CH | 530 min | 1720 min | 1320 min | 980 min | ||
| EH | 480 min | 1620 min | - | - | - | CH | 560 min | 1900 min | 1570 min | - | ||
| 鋼種 | 調質 | 原材狀態 | 沉澱硬化熱處理狀態 | ||||
|---|---|---|---|---|---|---|---|
| 硬度 [HV] | 降伏強度 [MPa] | 抗拉強度 [MPa] | 硬度 [HV] | 降伏強度 [MPa] | 抗拉強度 [MPa] | ||
| SUS632J1 (15-7PH) | 1/2H | 350 max | ー | 1000 min | 400 min | 1250 min | 1300 min |
| 3/4H | 420 max | ー | 1450 min | 480 min | 1500 min | 1550 min | |
| 鋼種 | 最終狀態 | 原材狀態 | 淬火回火後(参考值) | |||
|---|---|---|---|---|---|---|
| 硬度 [HV] | 抗拉強度 [MPa] | 延伸率 [%] | 硬度 [HV] | 抗拉強度 [MPa] | ||
| SUS420J2 | 退火處理 | 160-210 | 500-700 | 15-35 | 350-550 | 1400-2000 |
| 成品壓延 | 290-350 | 800-1100 | 1-3 | |||
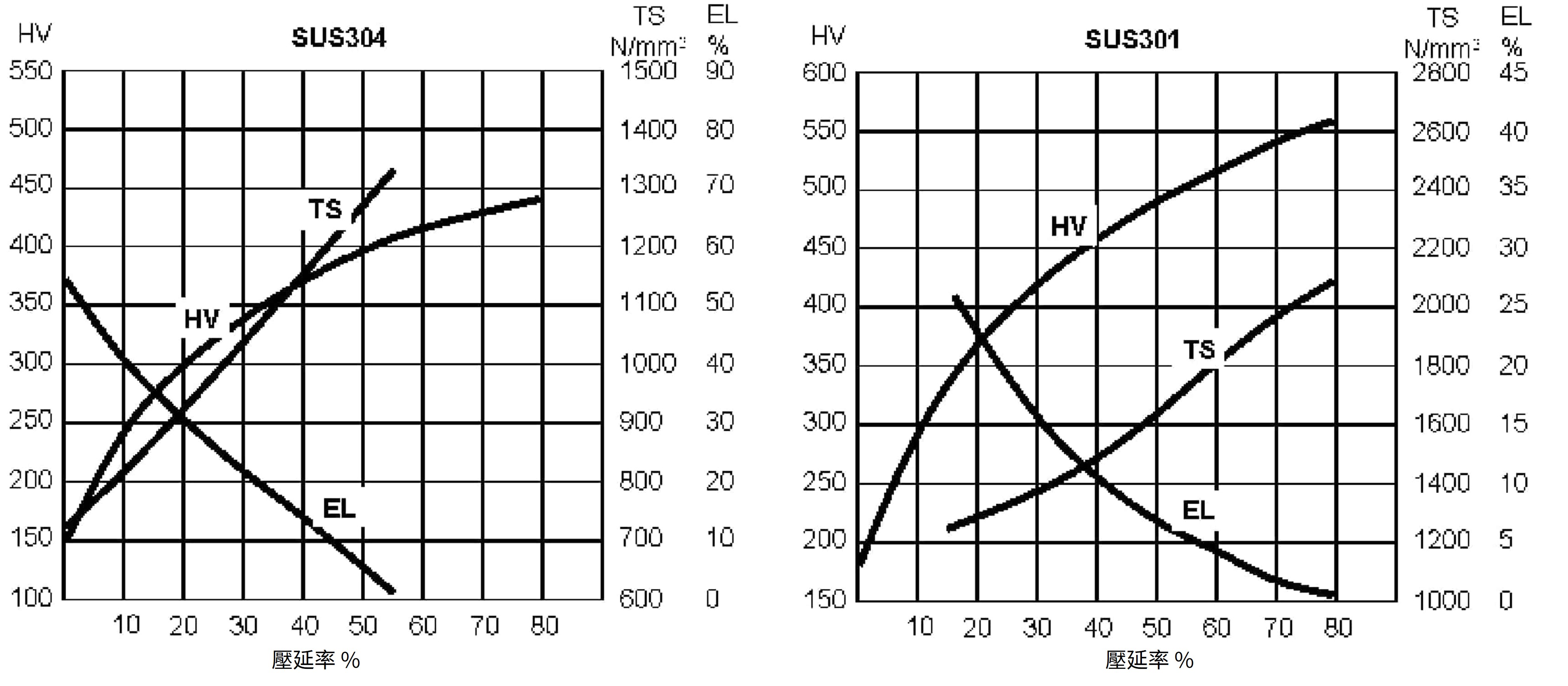
SUS304、SUS301的壓延加工和機械性能的相關圖
異方性
彈簧用不鏽鋼經過冷軋加工,使異方性變得明顯。
彈性及異方性會隨著壓延率越高而增強,在量測檢驗時需考量異方性。一般來說,強度(抗拉強度、彈簧極限、降伏強度、彈性模量等)在垂直於壓延方向的異方性最明顯,在平行方向上最弱,延伸率則呈現相反的趨勢。因此,在進行彎曲加工時,彎曲軸盡量保持與壓延方向成直角或至多成45°方向。
此外,強度越高的材料韌性越差,回彈也會越大,因此請在充分考慮加工條件後再使用。
熱處理
低溫退火
SUS301和SUS304在冷軋壓延後即可進行後加工,但如果需要較強的彈性,建議在零件加工後進行約400℃的低溫退火處理。
這種低溫退火需要在加工之後進行,才會增加彈性數值。低溫退火的條件是將材料加熱至400~420℃,並保持1~2小時,以達到最佳性能。根據產品性能、設備及作業條件,也能在200~450℃的範圍內自行調整時間。
材料進行低溫退火,一旦接觸空氣,會在表面形成氧化膜(金黃色),薄膜可以透過稀鹽酸或機械表面處理等方法去除。在400~420℃的低溫退火,雖然可獲得最佳性能,但耐腐蝕性會略微下降,如果在意耐腐蝕性,建議將溫度控制在350℃以下。
材料表面若有油汙殘留或雜質等異物,進行低溫退火,會導致焊漬生成,損害耐腐蝕性,請盡可能保持乾淨。
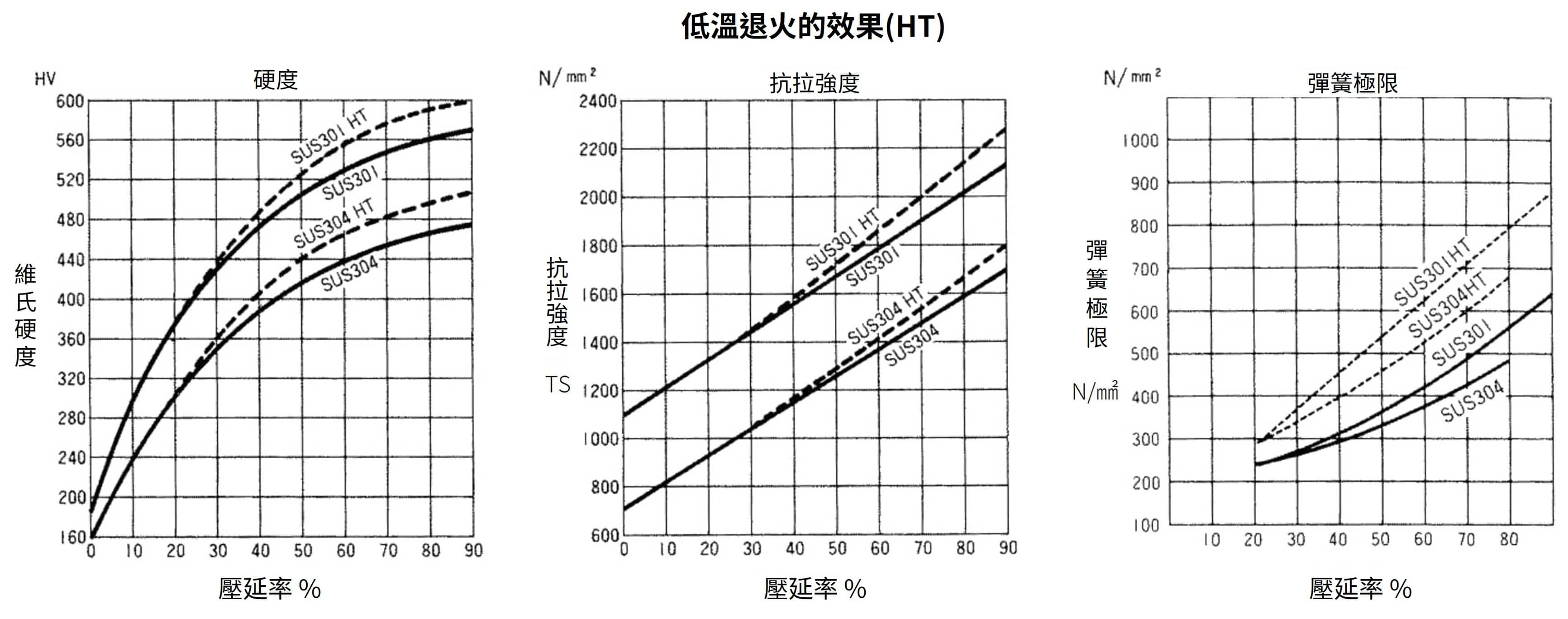
低溫退火的效果(HT:Heat Treatment)
沉澱硬化熱處理
SUS631和SUS632J1可以通過沉澱硬化熱處理進行硬化。
有關熱處理條件,請参閱下方頁面。
沉澱硬化型不鏽鋼│SUS631、632J1、TOKKIN 350
グループリンク淬火回火
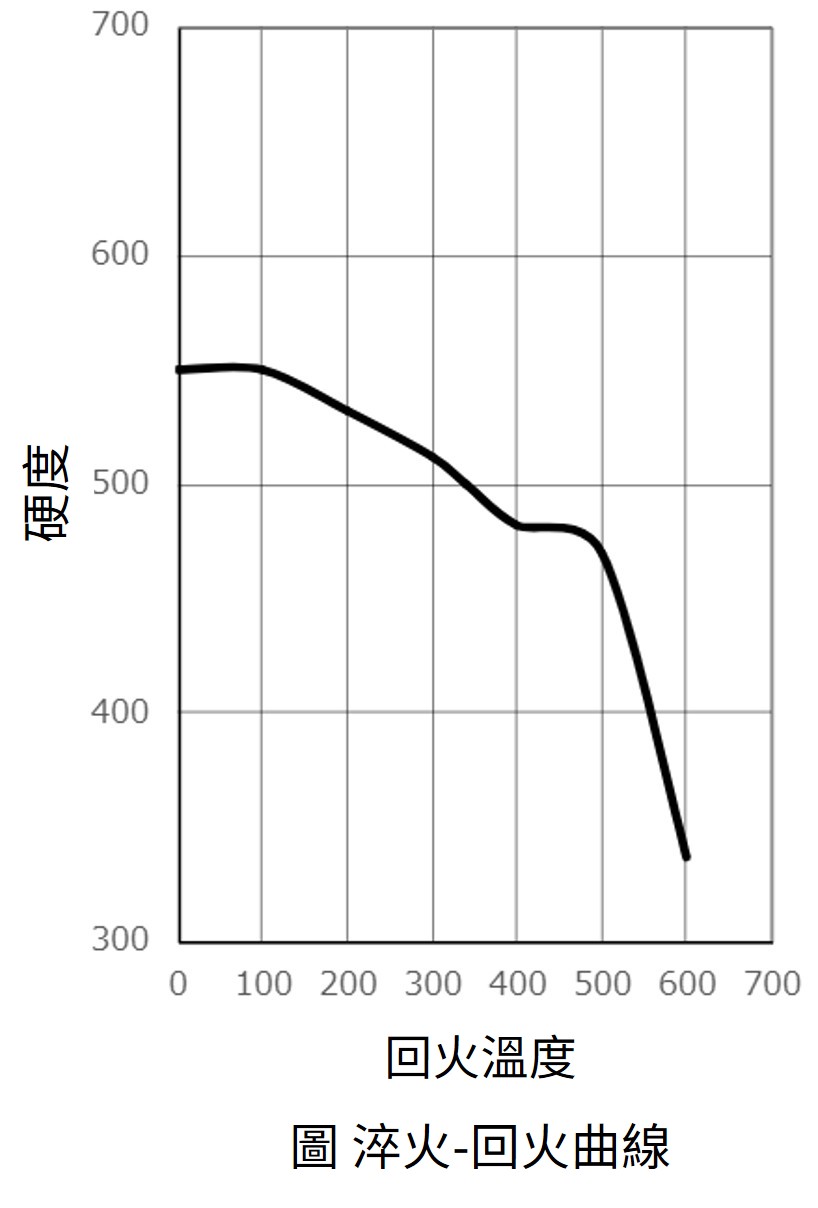
SUS420J2可以通過淬火回火進行硬化。
淬火回火后的硬度如下圖所示。
我們能夠提供已進行淬火回火處理的材料。