概要
グループリンク用途/形狀/製造範圍
グループリンク鋼種特性
グループリンク規格
グループリンク化學成分
グループリンク物理性質
グループリンク機械性能
グループリンク沉澱硬化處理
グループリンク鋼種的差異
グループリンクTOKKIN的優勢
グループリンク相關頁面
グループリンク製造地
上海特金
特金本社
概要
析出硬化系不鏽鋼,具備不鏽鋼耐腐蝕性※1,及利用析出硬化(時效硬化)※2 提升強度的材料。
特別是在SUS631,在固溶熱處理(退火)狀態下時,是以奧氏體為主的準穩定組織,因此呈現軟質、容易加工;
後續透過析出硬化熱處理加工,可以大幅提升強度,是一種兼具「加工性」和「高強度」這兩種相反特性的鋼種。
※1 耐腐蝕性:奧氏體系>析出硬化系>鐵素體系。
※2 析出硬化的定義: 指在「固溶熱處理」後,再進行人工「時效處理(析出硬化)」的一種強化方式。本頁介紹的不鏽鋼600系列,以及馬氏體時效鋼等,都屬於此類型材料。
主要用途
膜片、波紋管、簧片閥、帶鋸、口罩支撐彈片、各種彈簧
可提供的形狀・製造範圍
厚度: 0.030-3.0mm ※依照鋼種的不同,能製造的條件也有所差異。
寬度: 3.0-300mm ※需求寬度300mm以上時,請特別提出。
長度: 捲材或長度2,000mm以下
鋼種特性
| SUS631 (17-7PH) | 為析出硬化系中代表鋼種,具有18-8不鏽鋼的優良性能,亦可透過熱處理提高硬度。 從固溶軟態開始,可以經由冷軋加工提高硬度,其中亦能根據需求進行熱處理調整強度,使獲得接近高碳馬氏體系淬火材料。 在固溶狀態下,伸長率可能超過30%,因此適合進行深拉等強成型加工。 一般在固溶熱處理狀態下為弱磁性,經析出硬化處理後會擁有強烈的磁性,請特別留意。 |
|---|---|
| SUS632J1 (15-7PH) | SUS631在固溶熱處理狀態(奧氏體相),材質較柔軟易進行各種加工,但若要提升強度,需要經過馬氏體與析出硬化兩次以上的熱處理。 SUS632J1 無論是否進行固溶熱處理,皆維持馬氏體相,因此只需進行一次析出硬化處理即可達到高強度,且碳含量較低及具有韌性,仍可以進行輕度加工。成品狀態分為固溶熱處理完成品及壓延完成品,其中壓延成品可以達到較高強度(仍略低於SUS631)。 此鋼種在所有狀態下皆呈現強磁性。 |
| TOKKIN™ 350 [特金獨有產品] | TOKKIN™ 350是Cr-Ni-Mo系列不鏽鋼。 在固溶處理或退火狀態下,有良好的加工性,經過熱處理後則可以達到高強度,並且屈服強度及疲勞強度皆表現優良。 與析出硬化系不鏽鋼相比, 添加了鉬(Mo)因此在耐蝕性與耐氧化性更加出色,且未添加鋁(AI)及鈦(Ti)因此焊接性也相當良好。 |
規格
本公司在未特別指定的情況下,將依據JIS規格進行製造,海外對應標準作為參考依據。
| 鋼種 | 日本 | 中國 GB | 美國 | 歐盟 | 國際規格 | 其他 | ||
|---|---|---|---|---|---|---|---|---|
| JIS (規格代號) | 標準號 | 牌號 | UNS | AISI/ASTM | EN | ISO | ||
| SUS631 (17-7PH) | SUS631 (G4313, G4305) | S51770 | 07Cr17Ni7Al | S17700 | 631 | 1.4568 | X7CrNiAl17-7 | |
| SUS632J1 (15-7PH) | SUS632J1 (G4313) | - | - | - | - | - | - | |
| TOKKIN™ 350 | - | - | - | S35000 | 633 | - | - | AMS5548 |
化學成分
| 鋼種 | C | Si | Mn | P | S | Cr | Ni | Mo | Fe | 其他 |
|---|---|---|---|---|---|---|---|---|---|---|
| SUS631 (17-7PH) | 0.09 max | 1.00 max | 1.00 max | 0.040 max | 0.030 max | 16.00- 18.00 | 6.50- 7.75 | - | Bal. | Al 0.75-1.5 |
| SUS632J1 (15-7PH) | 0.09 max | 1.00-2.00 | 1.00 max | 0.045 max | 0.030 max | 13.50- 15.50 | 6.50- 7.75 | - | Bal. | Cu 0.40-1.00 Ti 0.20-0.65 |
| TOKKIN™ 350 | 0.07-0.11 | 0.50 max | 0.50-1.25 | 0.040 max | 0.030 max | 16.00- 17.00 | 4.00- 5.00 | 2.50- 3.25 | Bal. | N 0.07-0.13 |
物理性質
| 鋼種 | 密度 [g/cm3] | 比熱 [J/(kg・K)] | 電阻 [μΩ・cm] | 楊氏模量 [GPa] | 熱膨脹系数 [×10-6/K] | 導熱率 [W/(m・K)] | 熔點 [℃] | 磁性 |
|---|---|---|---|---|---|---|---|---|
| SUS631 (17-7PH) | 7.81 | 420 | 79 | 200 | 15.3 (0-100℃) | 16.3 | 1414-1447 | 在固溶熱處理狀態下為非磁性,但經過加工後會逐漸產生磁性;而進行析出硬化處理後,則會呈現相當強的磁性。 |
| SUS632J1 (15-7PH) | 7.74 | 502 | 100 | 196 | 10.9 (0-100℃) | 15.9 (100℃) | ー | 有磁性 |
| TOKKIN™ 350 | 7.92 | 461 | 79 | 200 | 15.2 (25-100℃) | 15.4 (100℃) | ー | ー |
機械性能
SUS631(17-7PH)
| 原材狀態 | 沉澱硬化熱處理狀態 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 鋼種 | 狀態 | 調質 | 硬度 [HV] | 抗拉強度 [MPa] | 延伸率 [%] | V型折彎 0.5t | W型折彎 1.0t | 熱處理符號 | 硬度 [HV] | 抗拉強度 [MPa] | 降伏強度 [MPa] |
| SUS631 (17-7PH) | A材 | BA, 2B | 200 max | 1030 max | 20 min | R90° | R90° | TH1050 | 345 min | 1140 min | 960 min |
| RH950 | 392 min | 1230 min | 1030 min | ||||||||
| C材 | 1/2H | 350 min | 1080 min | 5 min | 1.5t R90° | 2.0t R90° | CH | 380 min | 1230 min | 880 min | |
| 3/4H | 400 min | 1180 min | - | - | - | 450 min | 1420 min | 1080 min | |||
| H | 450 min | 1420 min | - | - | - | 530 min | 1720 min | 1320 min | |||
| EH | 480 min | 1620 min | - | - | - | 560 min | 1900 min | 1570 min | |||
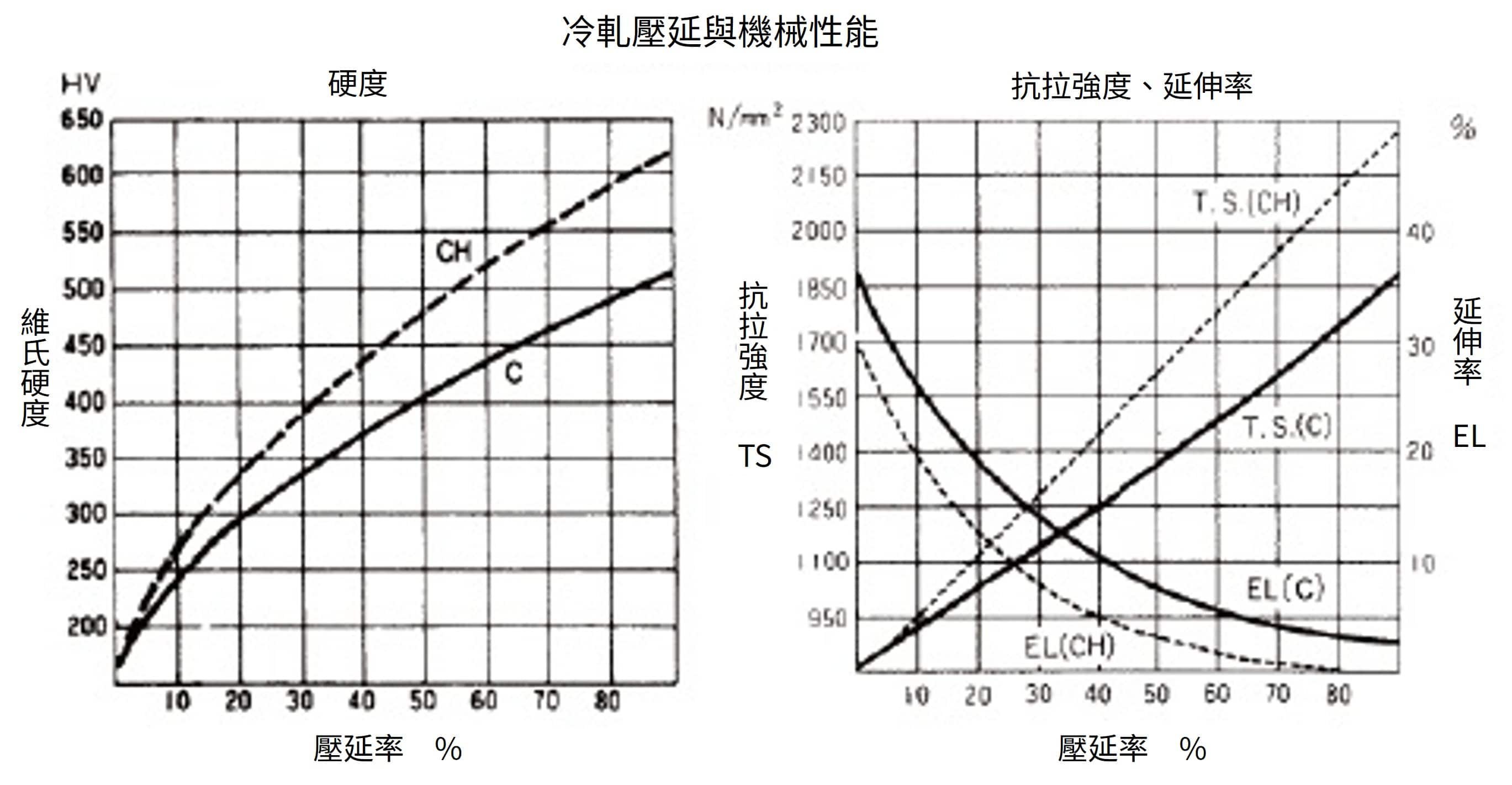
(圖) 冷軋壓延與機械性能(C材、CH材)
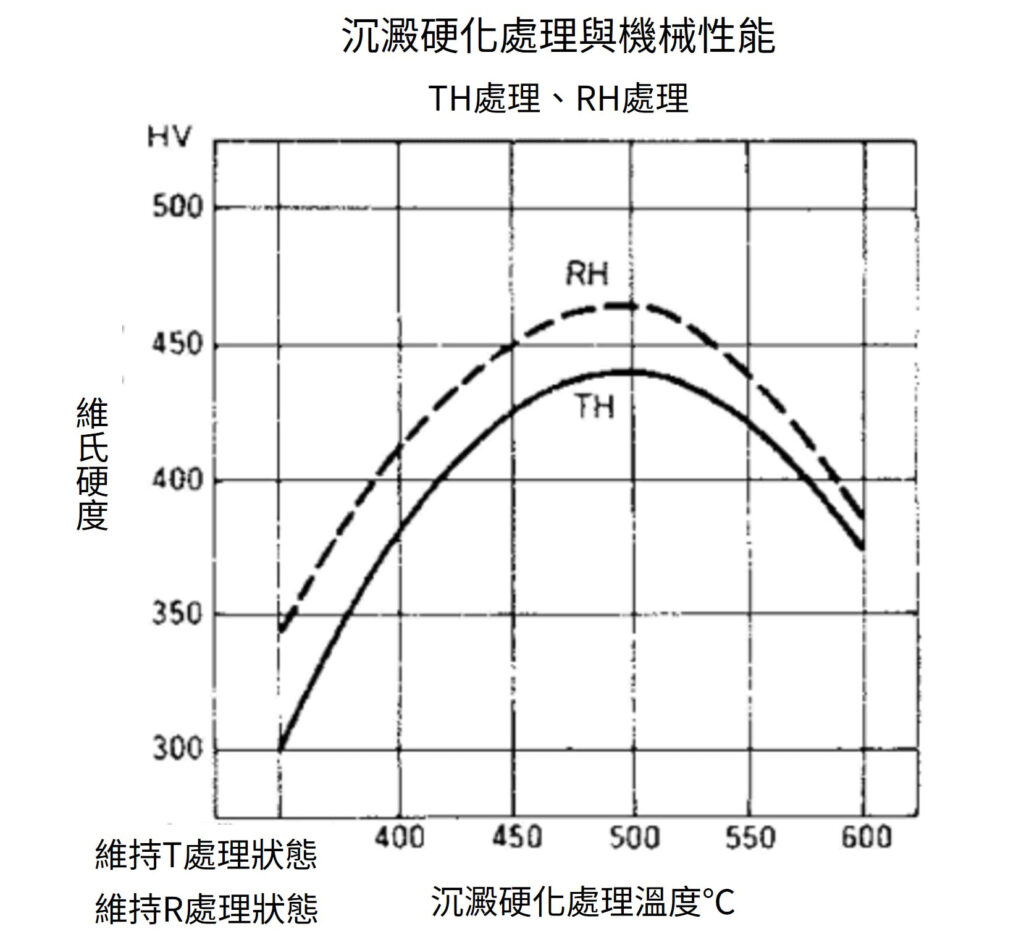
(圖) 析出硬化處理與機械性能(TH材、RH材)
SUS632J1(15-7PH)
| 原材狀態 | 沉澱硬化熱處理狀態 | ||||||
|---|---|---|---|---|---|---|---|
| 鋼種 | 調質 | 硬度 [HV] | 降伏強度 [MPa] | 抗拉強度 [MPa] | 硬度 [HV] | 降伏強度 [MPa] | 抗拉強度 [MPa] |
| SUS632J1 (15-7PH) | 1/2H | 350 max | ー | 1200 min | 400 min | 1250 min | 1300 min |
| 3/4H | 420 max | ー | 1450 min | 480 min | 1500 min | 1550 min | |
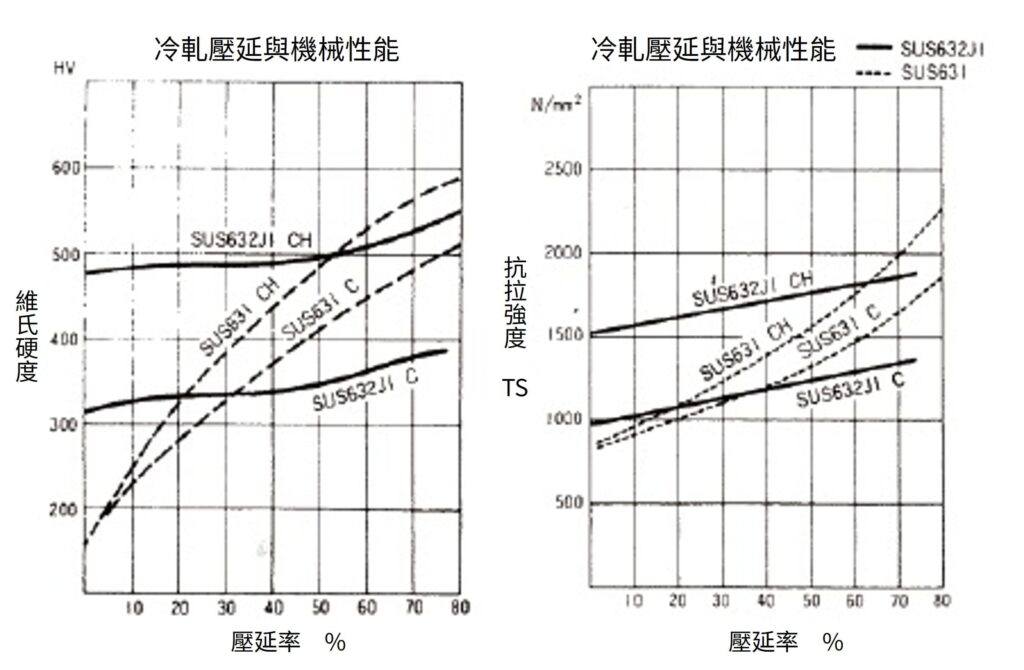
(圖) 冷軋壓延與機械性能(SUS631・SUS632J1)
TOKKIN™ 350
| 材料 | 厚度 | 退火狀態(BA,2B) | SCT850 狀態 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 硬度 [HV] | 降伏強度 [MPa] | 抗拉強度 [MPa] | 延伸率 [%] | 硬度 [HV] | 降伏強度 [MPa] | 抗拉強度 [MPa] | 延伸率 [%] | ||
| TOKKIN™ 350 | 0.038 < t ≤ 0.051 | 需另行商議※ | 1393 max | 641 max | 9 min | 需另行商議※ | 1276 min | 1034 min | 4 min |
| 0.051 < t ≤ 0.127 | 需另行商議※ | 1372 max | 627 max | 10 min | 需另行商議※ | 1276 min | 1034 min | 6 min | |
| 0.127 < t ≤ 0.254 | 需另行商議※ | 1351 max | 614 max | 12 min | 需另行商議※ | 1276 min | 1034 min | 6 min | |
| 0.254 < t ≤ 0.508 | 需另行商議※ | 1331 max | 600 max | 14 min | 需另行商議※ | 1276 min | 1034 min | 8 min | |
※當拉伸試驗值符合規範時,硬度僅供參考。若需要指定硬度規格,需另行商議。
沉澱硬化處理
沉澱硬化說明
沉澱硬化是指在固溶熱處理(溶態化熱處理)之後,透過人工方式進行時效硬化(沉澱硬化)。本頁所介紹的析出硬化系不鏽鋼(600系)以及馬氏體時效鋼等為其代表例。
各鋼材的沉澱硬化熱處理方法如下。
SUS631(17-7PH)
SUS631由固溶熱處理(退火)狀態(A材)開始,透過以下三種方式的任一種進行硬化。
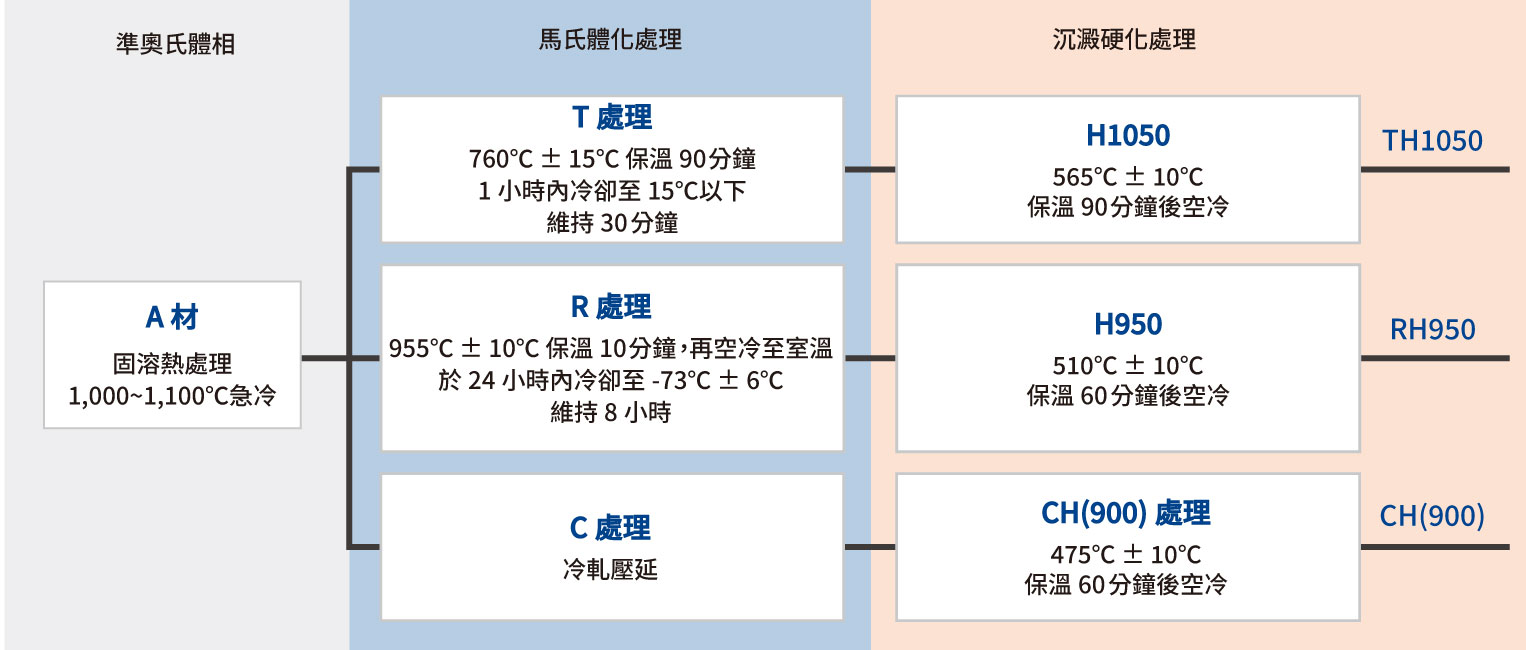
上述的TH1050與RH950處理,是透過兩段熱處理達到硬化效果。首先T處理或R處理,是將準穩定奧氏體相的A材,以類似鋼材淬火的方式進行馬氏體化的第一次硬化熱處理,第二步驟的H處理,是促使此鋼種的最主要的析出硬化反應發生,使材料達到完全硬化的狀態。
※僅對固溶狀態(A材)進行H處理,無法產生析出硬化效果沉澱硬化。
※本公司沒有TH、RH硬化處理設備,因此上述熱處理需由客戶自行作業。
CH(900)處理,是以冷加工取代熱處理中馬氏體化處理,使材料達到硬化效果的方式。
本公司是透過冷軋壓延,將材料加工至適當的硬度後出貨(稱之C材)。 因此,客戶使用時,只需要再進行一次析出硬化熱處理(H處理)即可。
備註
TH、RH、CH後面數字,是以華式溫度(°F)表示析出硬化處理溫度。
SUS632J1(15-7PH)
SUS632J1 的析出硬化熱處理條件:
在480℃ 保溫1 小時。
則SUS631 需要中間硬化處理(馬氏體化處理),而SUS632J1 在任何狀態下只需一次熱處理即可實現硬化。
TOKKIN™ 350
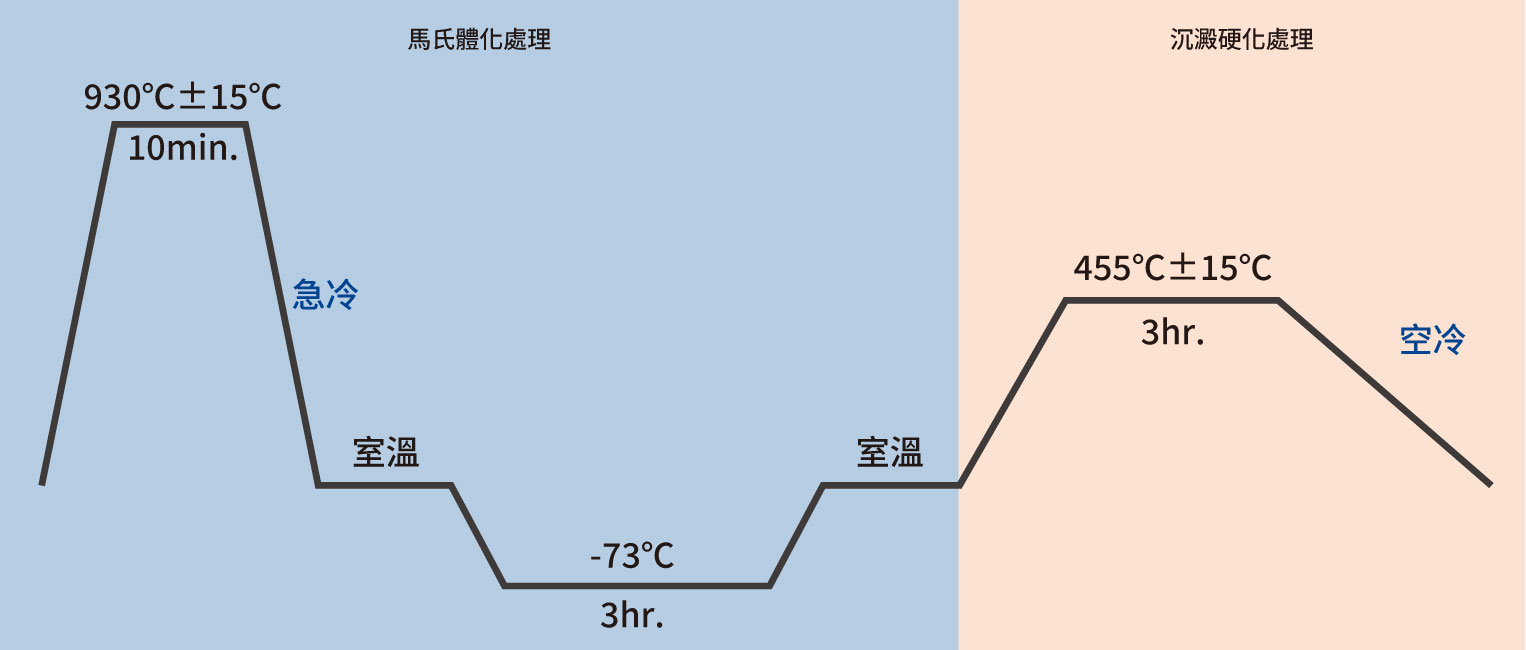
TOKKIN® 350 需要透過兩個熱處理方式,而達到高強度。首先將退火狀態的準穩定奧氏體組織轉變為馬氏體組織的一次硬化處理,以及材料完全硬化的析出硬化處理。
其溫度條件如圖所示,請遵循SCT850 熱處理條件。
熱處理的注意事項
- 由於熱處理溫度相當高,建議盡量在光亮氣氛中處理(真空、氫氣 H₂、氮氣 N₂、AX 氣體等)。若表面出現著色(氧化皮),可採用以下方法去除:
- H處理(低溫氧化皮): ①10%鹽酸→30%硝酸 或 ②15%硝酸+2%氫氟酸(硝氟酸混酸)
- T處理、R處理(高溫氧化皮): ①苛性鈉+30%硝酸鈉熔鹽→再硝氟酸 或 ②10%苛性鈉+3%高錳酸鉀煮沸溶液→再硝氫酸
- 除了化學處理外,可以使用機械研磨、噴砂、球狀噴丸等方法去除。
- R處理中的低溫冷卻(次零處理 / Sub-zero 處理處理)可以透過以下方法實現:
- 將酒精或丙酮與乾冰混合後放入耐熱容器中,即可得到約-73℃的適當溫度。
- 若需要連續且大量處理時,則會使用冷凍機進行。
鋼種的差異
SUS631和SUS632J1的差別
- 冷軋率對硬度提升的影響有所不同。
針對壓延率及硬度如下圖(左)「冷軋壓延與機械性質」,表示壓延率-硬度以及析出硬化後的硬度關係:
SUS631 C材(虛線)隨著壓延率的提升,硬度會大幅上升,而SUS632J1 C材(實線)即使壓延率提高,硬度上升幅度較不明顯。
SUS632J1不需要冷加工也能獲得一定的強度,因此推薦在意異方性、需要良好成型性及沖壓加工性選用。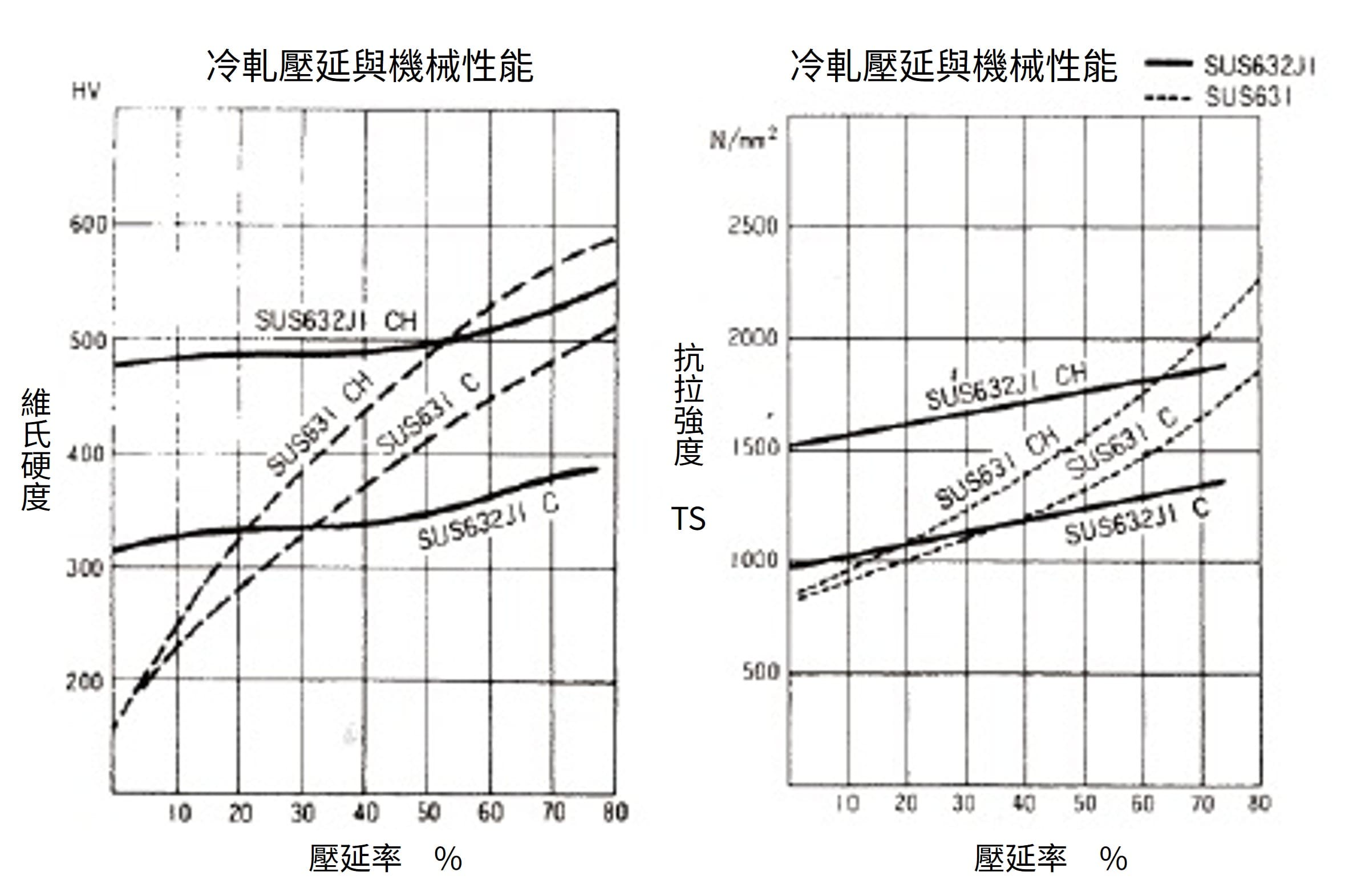
- 析出硬化熱處理(H處理)影響硬度提升量有所差異。
當SUS631的C材(冷軋材料)進行H處理(析出硬化硬化熱處理)時,硬度提升最高為HV80~90 (壓延率越高,H處理後的硬度也想對提升),
而SUS632J1則不論壓延率,硬度皆能提升HV150以上,但針對SUS631,若使用A材(硬度HV200以下的軟料)進行TH1050處理或RH950處理,則硬度可以大幅提升,因此若需要複雜成型加工,建議使用SUS631 A材。
請特別注意,當A材在進行H處理之前,必須先進行馬氏體化處理(T處理或R處理),否則無法達到析出硬化效果。
TOKKIN的優勢
市場上析出硬化型不鏽鋼流通量較少,但本公司可以提供以下服務。
超薄箔
板厚度0.010~0.099mm也可以製造。可對應小批量生產
即使是接單生產,最小訂購量100公斤起。 (若需更少批量,請另行詢問)硬度調整
由於是客製化生產,可以根據您的需求生產至指定硬度。除了常見的3/4H外,亦可以彈性調整成其他硬度等級。表面
材料表面可以選擇亮面狀態(光澤)或霧面狀態(粗糙)。